د هیدرولیک بریکر په اړه، لکه څنګه چې موږ ټول پوهیږو، د اغیز پسټون د ډیرو اصلي برخو په لیست کې لازمي دی. د پسټون د ناکامۍ په اړه، دا ډیری وختونه خورا ډیر وي، او عموما د جدي ناکامیو لامل کیږي، او د ناکامیو ډولونه په بې پایه توګه راڅرګندیږي. له همدې امله، HMB د پسټون د ناکامۍ ډیری لاملونه لنډیز کړي دي.
۱. په کاري سطحه خراشونه، د پسټون درز
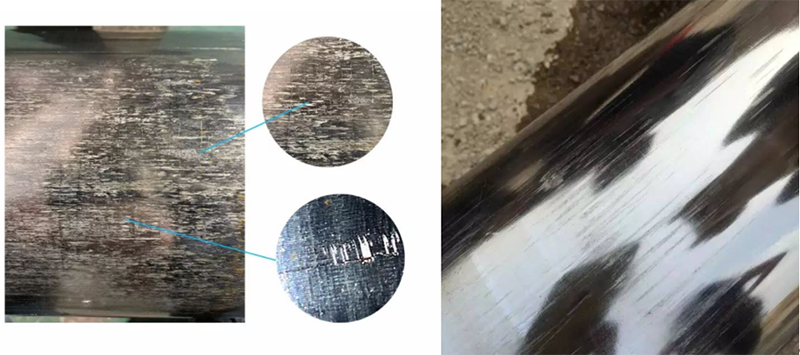
لامل یې:
● د سطحې ټیټ سختوالی
د کور د سختۍ اندازه کولو لپاره د سختۍ ټیسټر وکاروئ (۳۵ ≥ ۴۵ د منلو وړ سختۍ وقفې ارزښت دی) ③ که چیرې دا د ۳۵ درجو څخه ټیټ وي یا حتی یوازې د ۲۰ درجو څخه ډیر وي، لوی پسټونونه، په ځانګړې توګه د هایدرولیک ماتونکي چې نسبتا لوی اغیز انرژي لري، په ځانګړې توګه د سطحې درزونو سره مخ دي ④ وروسته له دې چې درزونه څرګند شي، په یوه اړخ کې زغم به په لسګونو تارونو کې پراخ شي، په دې توګه د پسټون او سلنډر ترمنځ نورمال تشه له منځه یوسي، چې د جدي فشار لامل کیږي.
● هغه نجاستونه چې په هیدرولیک تیلو کې مخلوط شوي وي
● د ډرل راډ لارښود آستین (پورته او ښکته بوټو) ترمنځ واټن ډیر لوی دی، او د لارښود آستین ناکامیږي.
کله چې د ډرل راډ کار کوي، محور یې تمایل لري. کله چې پسټون د ډرل راډ سره ټکر کوي، نو دا د تمایل غبرګون ځواک ترلاسه کوي، کوم چې کولی شي محوري ځواک او ریډیل ځواک تحلیل کړي، او ریډیل ځواک کولی شي پسټون یوې خوا ته فشار ورکړي، اصلي تشه له منځه ځي، د تیلو فلم له منځه ځي، د سلنډر او پسټون سطحې ترمنځ وچ رګونه رامینځته کیږي، او د پسټون سطحه په پایله کې سکریچ کیږي.
۲. د پسټون ماتیدل

دلیل:
① د موادو ستونزه
د کاربورایز شوي ټیټ الیاژ فولادو پسټون د اغیزې پای مخ فشار او درزونو درزونو داخلي لامل دی.
د پسټون د ضربه کوونکي برخې او د ډرل راډ د ضربه کوونکي برخې سختۍ ترمنځ د سختۍ توپیر باید مناسب وي.
②د تودوخې درملنې ستونزه
د جعل کولو یا تودوخې درملنې په جریان کې، د پسټون مواد درزونه تولیدوي، کوم چې درزونه پراخوي تر هغه چې د بدیل فشار د عمل لاندې مات شي.
۳. پسټون ژوره کنده لري، او د سلنډر بدن یو له نقطې څخه تر نقطې پورې متناسب طول البلد لري؛

لامل یې:
① د ناپاکۍ ننوتل، د پسټون د مخ او شا توازن له لاسه ورکولو لامل کیږي، د سر د خښتو مفهوم سره، د فشار لامل کیږي
② کاویټیشن، کاویټیشن عموما په سلنډر کې واقع کیږي، نه په پسټون کې. کاویټیشن به د ژور تور سوري لامل شي، او په هغه کې اضافي مواد به د هیدرولیک تیلو په چټک اغیز کې تجزیه شي، او ټول سلنډر به فشار شي.
③ د زنګ وهلو کندې، لکه څنګه چې په انځور کې ښودل شوي، د زنګ وهلو کندې نه دي. د زنګ وهلو کندې عموما د پسټون موادو له امله رامینځته کیږي (د مثال په توګه، ځینې تولیدونکي 42CRMO کاروي یا په ساده ډول د بازار فشار له امله 40CR او نور مواد کاروي) یا د ذخیره کولو پرمهال، دوی د پسټون سلنډر ته فشار ورکولو ته پام نه دی کړی. په باراني ورځو کې، د اوږدې مودې لپاره زنګ وهل کیږي، او ژیړ زنګ په تور زنګ بدلیږي او په پای کې کندې کیږي. عموما، دا پدیده د کوچنیو او کوچنیو ماتونکو لپاره عامه ده چې د ساتنې دورې دمخه د تیلو لیکیدل پیل کوي.
که تاسو څه لرئ، مهرباني وکړئ له موږ سره اړیکه ونیسئ! راځئ چې ستونزه په ګډه حل کړو، راځئ!!
زما واټس اپ:+8613255531097
د پوسټ وخت: مارچ-۲۳-۲۰۲۳





