Ինչ վերաբերում է հիդրավլիկ անջատիչին, ինչպես բոլորս գիտենք, հարվածային մխոցը անփոխարինելի է ամենակարևոր բաղադրիչների ցանկում: Ինչ վերաբերում է մխոցի խափանմանը, այն հաճախ ամենաշատն է և ընդհանուր առմամբ լուրջ խափանումների պատճառ է դառնում, և խափանումների տեսակները անվերջ են ի հայտ գալիս: Հետևաբար, HMB-ն ամփոփել է մխոցի խափանման մի քանի պատճառներ:
1. Աշխատանքային մակերեսի քերծվածքներ, մխոցի լարվածության ճաք
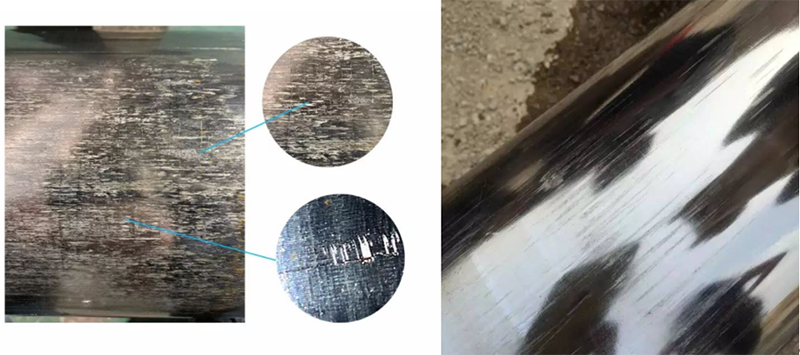
Պատճառը:
● ցածր մակերեսային կարծրություն
Միջուկի կարծրությունը չափելու համար օգտագործեք կարծրության չափիչ (35 ≥ 45-ը ընդունելի կարծրության միջակայքի արժեքն է): ③ Եթե այն ցածր է 35 աստիճանից կամ նույնիսկ միայն 20 աստիճանից բարձր, մեծ մխոցները, մասնավորապես համեմատաբար մեծ հարվածային էներգիայով հիդրավլիկ անջատիչները, հատկապես հակված են մակերեսային ճաքերի առաջացմանը: ④ Ճաքերի առաջացումից հետո մի կողմի հանդուրժողականությունը կընդլայնվի տասնյակ լարերով, դրանով իսկ ոչնչացնելով մխոցի և գլանի միջև եղած նորմալ ճեղքը՝ առաջացնելով լուրջ լարվածություն:
● Հիդրավլիկ յուղի մեջ խառնված խառնուրդներ
● Հորատման ձողի ուղեցույցի թևքի (վերին և ստորին թևերի) միջև եղած բացը չափազանց մեծ է, և ուղեցույցի թևքը խափանվում է։
Երբ հորատման ձողը աշխատում է, առանցքը թեքված է։ Երբ մխոցը հարվածում է հորատման ձողին, այն ստանում է թեքված ռեակցիոն ուժ, որը կարող է քայքայել առանցքային և ճառագայթային ուժերը, և ճառագայթային ուժը կարող է մխոցը մղել մի կողմ, սկզբնական ճեղքը անհետանում է, յուղի թաղանթը քայքայվում է, գլանի և մխոցի մակերեսի միջև առաջանում է չոր շփում, և արդյունքում մխոցի մակերեսը քերծվում է։
2. մխոցի կոտրվածք

Պատճառը.
① Նյութական խնդիր
Կարբուրացված ցածր համաձուլվածքով պողպատե մխոցը հարվածային ծայրային մակերևույթի ընկճման և ճաքի առաջացման ներքին պատճառն է։
Մխոցի հարվածային մասի և հորատման ձողի հարվածային մասի կարծրության միջև եղած կարծրության տարբերությունը պետք է համապատասխանի
②Ջերմային մշակման խնդիր
Կռելու կամ ջերմային մշակման ընթացքում մխոցի նյութը ճաքեր է առաջացնում, որոնք լայնացնում են ճաքերը մինչև դրանք կոտրվեն հերթագայող լարման ազդեցության տակ։
3. Մխոցն ունի խորը փոս, իսկ գլանային մարմինը ունի կետից կետ սիմետրիկ երկայնական լարվածություն։

Պատճառը:
① Խառնուրդների մուտքը, ինչը հանգեցնում է մխոցի հավասարակշռության կորստին առջևի և հետևի մասում, գլխիկի թեքման գաղափարի հետ մեկտեղ, ինչը հանգեցնում է լարվածության
② Կավիտացիա, կավիտացիան սովորաբար տեղի է ունենում գլանի մեջ, այլ ոչ թե մխոցի վրա։ Կավիտացիան առաջացնում է խորը սև անցք, և դրա մեջ ավելորդ նյութը քայքայվում է հիդրավլիկ յուղի արագ ազդեցության տակ, և ամբողջ գլանը լարվում է։
③ Ժանգի փոսերը, ինչպես ցույց է տրված նկարում, ժանգի փոսեր չեն։ Ժանգի փոսերը սովորաբար առաջանում են մխոցի նյութից (օրինակ՝ որոշ արտադրողներ օգտագործում են 42CRMO կամ պարզապես օգտագործում են 40CR և այլ նյութեր շուկայական ճնշման պատճառով) կամ պահեստավորման ժամանակ ուշադրություն չեն դարձրել մխոցը գլանի մեջ մղելուն։ Անձրևոտ օրերին կոռոզիան երկար ժամանակ է տևում, և դեղին ժանգի ժանգը վերածվում է սև ժանգի և վերջապես վերածվում փոսի։ Սովորաբար այս երևույթը բնորոշ է փոքր և միկրո անջատիչներին, որոնք սկսում են յուղի արտահոսք ունենալ սպասարկման ժամկետից առաջ։
Եթե ունեք որևէ բան, խնդրում ենք կապվել մեզ հետ։ Եկեք միասին լուծենք խնդիրը, եկեք։
Իմ WhatsApp-ը՝ +8613255531097
Հրապարակման ժամանակը. Մարտի 23-2023





