Når det gjelder hydrauliske hammere, er slagstempelet, som vi alle vet, uunnværlig på listen over de viktigste komponentene. Når det gjelder stempelfeil, er det ofte den største og forårsaker generelt alvorlige feil, og det dukker opp et uendelig antall feiltyper. Derfor har HMB oppsummert flere årsaker til stempelfeil.
1. Riper på arbeidsflaten, sprekk i stempelbelastning
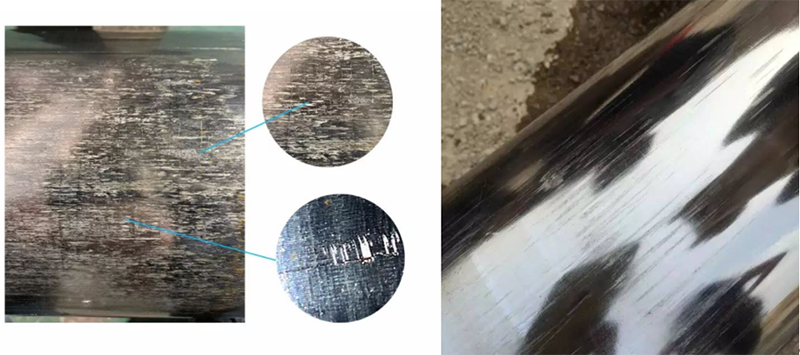
Årsaken:
● lav overflatehardhet
Bruk en hardhetsmåler for å måle kjernens hardhet (35 ≥ 45 er den akseptable hardhetsintervallverdien). ③ Hvis den er lavere enn 35 grader eller bare mer enn 20 grader, er store stempler, spesielt hydrauliske hammere med relativt stor slagenergi, spesielt utsatt for overflatesprekker. ④ Etter at sprekker oppstår, vil toleransen på den ene siden utvide seg med titalls tråder, og dermed ødelegge det normale gapet mellom stempelet og sylinderen, noe som forårsaker alvorlig belastning.
● Urenheter blandet i hydraulikkolje
● Avstanden mellom borestangens føringshylse (øvre og nedre bøssinger) er for stor, og føringshylsen svikter.
Når borestangen arbeider, er aksen skråstilt. Når stempelet treffer borestangen, mottar det en skråstilt reaksjonskraft, som kan dekomponere en aksialkraft og en radialkraft, og den radielle kraften kan skyve stempelet til den ene siden, det opprinnelige gapet forsvinner, oljefilmen ødelegges, tørrfriksjon dannes mellom sylinderen og stempeloverflaten, og stempeloverflaten ripes som følge av dette.
2. stempelbrudd

Årsaken:
①Materiellproblem
Det karburerte lavlegerte stålstempelet er den indre årsaken til fordypningen og sprekkdannelsen i støtenden.
Hardhetsforskjellen mellom stempelslagdelen og borestangens slagdels hardhet bør være passende
②Problem med varmebehandling
Under smiing eller varmebehandling produserer stempelmaterialet sprekker, som utvider sprekkene til de brytes under påvirkning av vekslende spenning.
3. Stempelet har en dyp grop, og sylinderhuset har en punkt-til-punkt symmetrisk langsgående tøyning;

Årsaken:
① Urenheter kommer inn, noe som fører til at stempelet mister balansen foran og bak, og konseptet med å vippe hodet, noe som forårsaker belastning
② Kavitasjon, kavitasjon skjer vanligvis i sylinderen, ikke i stempelet. Kavitasjon vil forårsake et dypt svart hull, og overflødig materiale i det vil bli nedbrutt under den raske påvirkningen av hydraulikkoljen, og hele sylinderen vil bli anstrengt.
③ Rustgroper, som vist på bildet, er ikke rustgroper. Rustgroper skyldes vanligvis stempelmaterialet (for eksempel bruker noen produsenter 42CRMO eller bruker ganske enkelt 40CR og andre materialer på grunn av markedspress), eller at de ikke har vært nøye med å presse stempelet inn i sylinderen under lagring. På regnværsdager forårsakes korrosjon over lengre tid, og den gule rusten blir til svart rust og til slutt en grop. Vanligvis er dette fenomenet vanlig for små og mikrohammere som begynner å lekke olje før vedlikeholdsperioden.
Hvis du har noe, er du velkommen til å kontakte oss! La oss løse problemet sammen, kom igjen!!
Min WhatsApp: +8613255531097
Publisert: 23. mars 2023





