Runājot par hidraulisko āmuru, kā zināms, trieciena virzulis ir neaizstājama sastāvdaļa starp vissvarīgākajām sastāvdaļām. Kas attiecas uz virzuļa atteici, tas bieži vien ir visizplatītākā un parasti izraisa nopietnas atteices, un atteices veidi ir bezgalīgi. Tāpēc HMB ir apkopojis vairākus virzuļa atteices cēloņus.
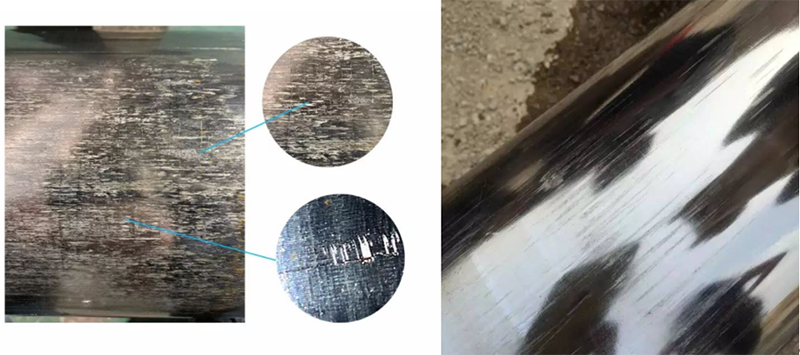
1.Skrāpējumi uz darba virsmas, virzuļa deformācijas plaisa
Iemesls:
● zema virsmas cietība
Izmantojiet cietības mērītāju, lai izmērītu serdes cietību (pieņemamā cietības intervāla vērtība ir 35 ≥ 45). ③Ja tā ir zemāka par 35 grādiem vai pat tikai lielāka par 20 grādiem, lieli virzuļi, īpaši hidrauliskie slēdži ar relatīvi lielu trieciena enerģiju, ir īpaši pakļauti virsmas plaisām. ④ Pēc plaisu parādīšanās pielaide vienā pusē paplašināsies desmitiem stiepļu, tādējādi iznīcinot normālo atstarpi starp virzuli un cilindru, radot nopietnu deformāciju.
● Hidrauliskajā eļļā sajaukti piemaisījumi
● Atstarpe starp urbšanas stieņa vadotni (augšējo un apakšējo bukses) ir pārāk liela, un vadotne sabojājas.
Kad urbšanas stienis darbojas, ass ir slīpa. Kad virzulis trāpa urbšanas stienim, tas saņem slīpu reakcijas spēku, kas var sadalīt aksiālo spēku un radiālo spēku, un radiālais spēks var nospiest virzuli uz vienu pusi, sākotnējā sprauga izzūd, eļļas plēve tiek iznīcināta, starp cilindru un virzuļa virsmu veidojas sausā berze, un rezultātā virzuļa virsma tiek saskrāpēta.
2. virzuļa lūzums

Iemesls:
①Materiāla problēma
Karburizētais mazleģētā tērauda virzulis ir iekšējais trieciena gala virsmas noslīdējuma un plaisu plaisāšanas cēlonis.
Cietības atšķirībai starp virzuļa trieciena daļu un urbšanas stieņa trieciena daļas cietību jābūt atbilstošai
②Termiskās apstrādes problēma
Kalšanas vai termiskās apstrādes laikā virzuļa materiālā rodas plaisas, kas mainīga sprieguma ietekmē plaisas paplašina, līdz tās saplīst.
3. Virzulim ir dziļa bedre, un cilindra korpusam ir simetriska gareniskā deformācija no punkta uz punktu;

Iemesls:
①Piemaisījumu iekļūšana, kā rezultātā virzulis zaudē līdzsvaru priekšā un aizmugurē, tādējādi radot galvas noliekšanas koncepciju, radot deformāciju
② Kavitācija, kavitācija parasti notiek cilindrā, nevis virzulī. Kavitācija rada dziļu melnu caurumu, kurā esošais liekais materiāls sadalās hidrauliskās eļļas straujās iedarbības rezultātā, un viss cilindrs tiks sasprindzināts.
③ Attēlā redzamās rūsas bedres nav rūsas bedres. Rūsas bedres parasti rodas virzuļa materiāla dēļ (piemēram, daži ražotāji tirgus spiediena dēļ izmanto 42CRMO vai vienkārši 40CR un citus materiālus) vai arī uzglabāšanas laikā nav pievērsta uzmanība virzuļa iestūmšanai cilindrā. Lietainās dienās korozija notiek ilgstoši, un dzeltenā rūsa pārvēršas melnā rūsā un visbeidzot kļūst par bedri. Parasti šī parādība ir raksturīga maziem un mikro slēdžiem, kuriem pirms apkopes perioda sāk tecēt eļļa.
JA jums ir kaut kas, lūdzu, sazinieties ar mums! Atrisināsim problēmu kopā, nāciet!!
Mans WhatsApp: +8613255531097
Publicēšanas laiks: 2023. gada 23. marts





